金属锯床:台达PLC与威纶通触摸屏控制,程序成熟稳定,高效精准操作体验
金属锯床采用台达PLC和威纶通触摸屏,带有注释。 程序成熟稳定。
最近在调试一台老款金属锯床时发现这套设备挺有意思——台达DVP系列PLC配威纶通MT8071iE触摸屏的组合,运行五年多居然连个死机记录都没有。这种工控组合现在看可能不算新潮,但胜在皮实耐造,程序架构清晰得跟教科书似的。
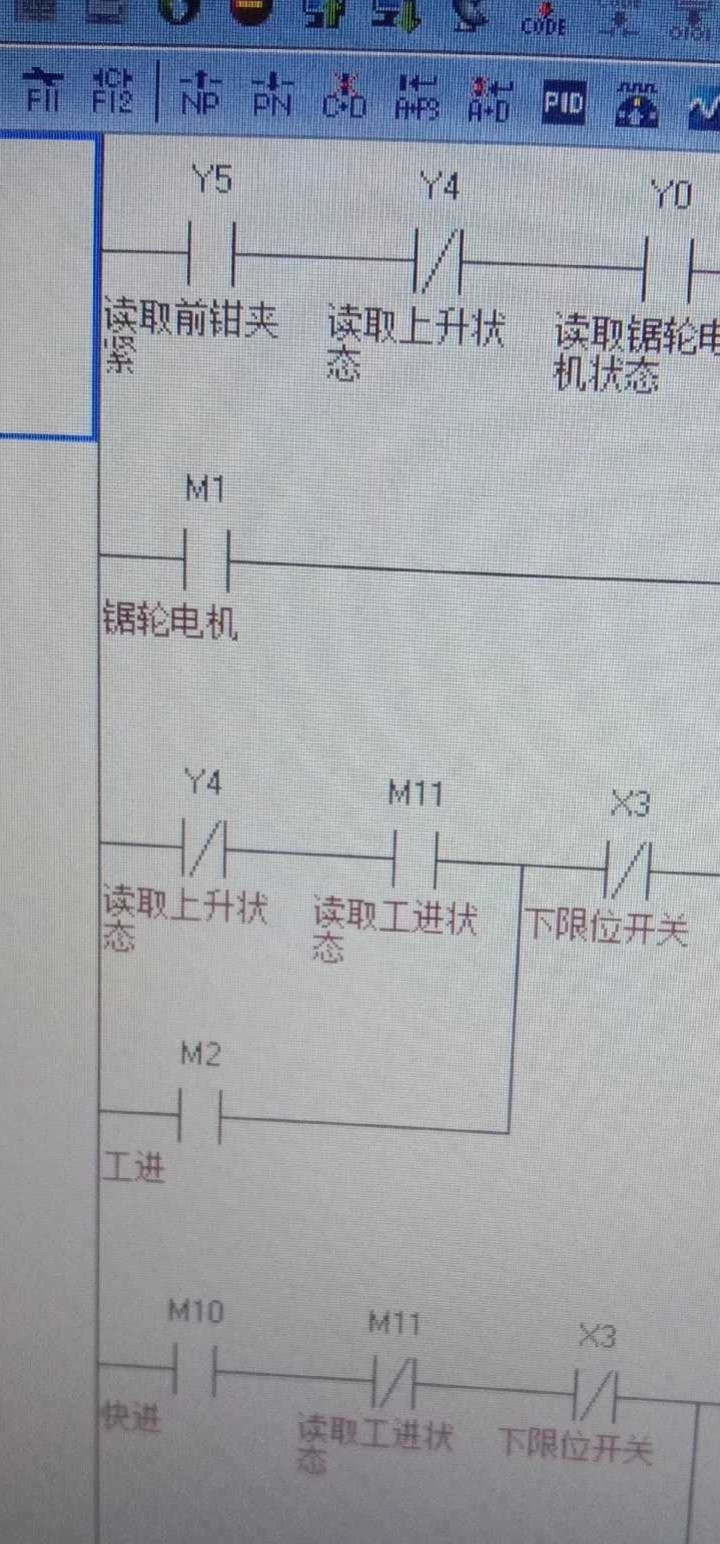
先看PLC这边,程序结构采用了经典的三段式:初始化-主流程-异常处理。特别注意到每个网络都有详细注释,比如这段伺服定位参数配置:
//轴参数配置
MOV K2000 D100 //脉冲频率2000Hz
MOV K500 D101 //加速时间500ms
MOV K3 D102 //运动模式:绝对定位
CALL P0 //调用伺服驱动子程序这里用MOV指令直接配置运动参数,D寄存器地址对应触摸屏的设定值输入框。威纶通这边变量绑定做得干净,HMI画面直接映射D100-D102寄存器,操作工调整参数时根本不需要懂PLC地址规则。
报警系统设计得很细致,从油压不足到锯条断裂总共设置了12级异常代码。比如这个温度检测逻辑:
LD M10 //温度传感器信号
OUT Y0 //冷却风机
CMP K80 D200 //设定温度80℃
>=
SET M100 //触发高温报警当D200(当前温度值)超过80度,M100触点闭合触发报警画面弹出。对应的威纶通画面里用指示灯元件绑定了M100的位状态,报警时整屏变红带蜂鸣提醒。
金属锯床采用台达PLC和威纶通触摸屏,带有注释。 程序成熟稳定。
通讯配置是很多人容易翻车的地方,但这套系统用RS485走的是标准Modbus协议。台达PLC这边用PR指令做数据收发,威纶通的设备参数设置里直接选DVP协议,波特率设置成一致的19200就没出过幺蛾子。有次现场电磁干扰严重,他们居然在程序里加了校验重传机制:
MOV K3 D300 //最大重试次数
CALL P1 //通讯子程序
LD M8013 //1秒时钟脉冲
CNT C0 K5 //5次通讯失败计数
OUT M101 //触发通讯异常这个计数器配合1秒脉冲做超时判断,超过5次失败才报通讯故障,有效避免瞬时干扰带来的误报警。
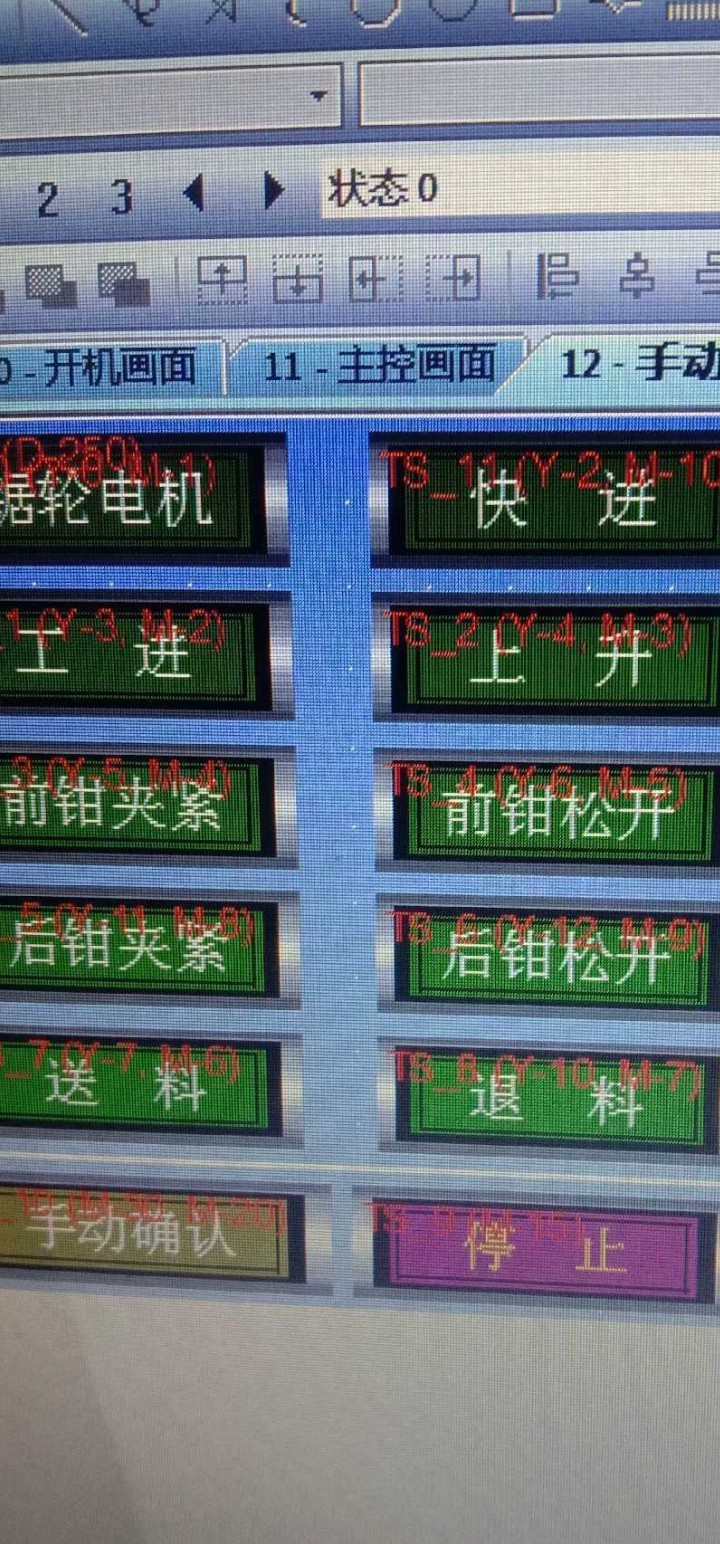
要说最实用的还是那个手动调试模式,长按HMI上的【维护】按钮3秒激活。这时候PLC会暂时屏蔽自动流程,直接开放所有气缸和电机的点动控制。维修时不用连电脑,直接在触摸屏上就能测试单个执行机构的状态,这设计对现场维护太友好了。
翻完整个程序最大的感受是:稳定可靠的系统未必需要多炫技的代码,关键是把异常处理做扎实,变量命名规范,再加上满屏的注释——这比任何架构图都来得实在。这套程序里甚至给每个电磁阀都标注了物理位置,比如"Y3: 主夹紧缸后退阀",这种细节对后来维护的人来说简直是救命稻草。
突然想起去年在另一家厂看到的"现代"系统,用着最新型号PLC却连个报警历史都没做,操作工只能凭经验猜故障。对比之下,这种老程序反而显得特别靠谱——可能这就是所谓的"代码老龄化优势"吧?
这里是“一人公司”的成长家园。我们提供从产品曝光、技术变现到法律财税的全栈内容,并连接云服务、办公空间等稀缺资源,助你专注创造,无忧运营。
更多推荐
 7
7 0
0- 0



 已为社区贡献2条内容
已为社区贡献2条内容

所有评论(0)